Welmar Piano Factory Tour a British Piano
UK Piano Page
Ever wondered how a piano is made? Now's your chance to find out with a pictorial tour of the Welmar piano factory in South London. Sam Molineaux is your guide ...
Of the 20 or so piano factories that existed in Britain around 100 year ago, just three remain. Competition from first Eastern Europe and then the Orient has crushed UK manufacture, particularly in recent years. But the one area that British factories can be proud of is their continuing reliance on the traditional craft, a worthy selling point the world over. One such factory is the Welmar piano facto in Clapham, South London
Here, under the umbrella of the Whelpdale, Maxwell & Codd company, six different brands of upright pianos are hand-crafted, each to its own specification. The company originally formed hack in 1876 to sell the German made Bluthner pianos to the UK market but just before the Second World War, when they were doing well, an unfortunate fire at the uninsured London factory of Squire and Longson meant there was a whole workforce of fully trained piano specialists desperate for work Seizing the opportunity, the company bought their present premises and were able to employ skilled team of craftsmen from day one, and to begin manufacturing their own new brand of piano Welmar (named after the two directors Mr Whelpdale and Mr Maxwell).
Shortly after the war they obtained Marshall & Rose Pianos and thus production continued until just two years ago when the Bentley Piano Company in Gloucester went into liquidation and Whelpdale, Maxwell & Codd took over the manufacture of Broadwood upright pianos (the world's oldest established piano brand) under licence from the company. Unlike many Japanese- and Korean-made pianos, the manufacture of each individual make is significantly different each one to its original specification - and a glance around the factory reveals a vast assortment of different components for each separate brand, Making such a varied range of pianos obviously places certain demands on the workers, particularly those used to the Welmar way of doing things, but it also provides a degree of variety which they perhaps wouldn't have at another factory.
One aspect that the company are particularly proud of is their Britishness and they try to ensure that the majority of their supplies come from British firms. Actions, for example, they buy from Nottingham-based Herrburger Brooks; most of their frames are supplied by a British foundry; and all the bits and pieces that go to make up a piano are bought, as far as possible, from the UK. With the wood itself, however, the story's slightly different; beech, oak, spruce, mahogany, maple, beech and sapele is selected from many countries throughout the world by skilled buyers who know exactly what they're looking for in a wood intended specifically for piano manufacture.
When the timber first arrives at the factory it's stored in the kiln to dry. Ifs important that the moisture of the wood is regulated and that's done by injecting a needle into the to dry down to 4 or 5% moisture, enough to ensure it won't twist or be dehydrated by central beating,

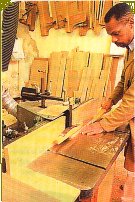
The next stop is the mill where the wood is sized up, cut to shape and sculpted to suit its final destination. Each individual piece is given a number which represents the final finished instrument, and then stored on huge racks for easy access.
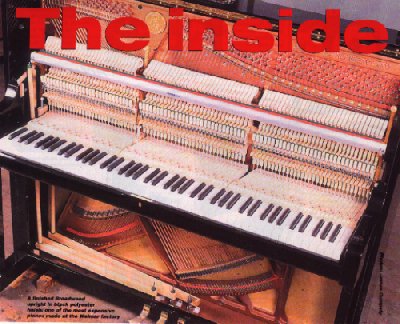
The Welmar factory is made up of lots of different departments, each dedicated to its own purpose. The different processes occur simultaneously but its possible to follow through the building of a piano from the very early stages right through to the finishing touches - a cottage industry-type factory line. Beginning with the structural work like making the back and soundboard and fitting the bridges, frame and strings, the next distinct process is cosmetic veneering, staining, spraying and polyestering the casework - before the final fitting out where the pedant, action and keys are inserted and finishing touches like toning, tuning and dusting off are done.
So, first the back is constructed. This is rather like a window frame, but very much stronger, as it serves to reinforce the whole structure Knight pianos, for example, have extremely strong mahogany-braced backs. For added strength the structure is made from laminated wood where the laminations are glued together round the clock' in 16 or 18 layers, which will later serve to hold the pins that secure the strings.

Meanwhile the soundboard is constructed. This is made of several planks of spruce joined together diagonally with strong resin glue which is very resistant to heat and moisture. Initially the soundboard seems quite flimsy, but it's strengthened with strong wooden belly bars glued at right angles to the grain.
This is done in an old-fashioned gobar press using a complex puzzle of gobars which exert immense pressure, the press also shapes the soundboard and the belly bars into a slight curve.

The soundboard is then glued to the back using strong clamps and the whole is varnished ready for the frame to be fitted. Before this, though, bridges are measured and these are cut out and chiselled by very skilled craftsmen who will fit the bridge pins and lead, on which the strings will rest.
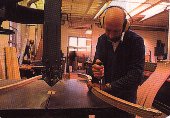
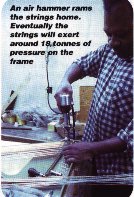
The next step is to fit the strings Tuning pins with the strings wrapped around them are hammered though the holes in the frame and in to the top of the soundboard and the back using a special Drill.

With all these pins being drilled in so close to each other and the pressure that will be exerted when the strings are fully taut, you begin to understand why the frame is made of so many laminations.
Strings are arranged overlapping, or overstrung, so that the bass strings get the maximum length. There are no keys as yet but it's important to get a rough tuning to ensure all the strings are in the right position - this will help the piano's eventual tuning ability.

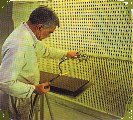
In another part of the factory men are working on the casework. One of the most challenging jobs is choosing and laying on the veneer, as this will determine the piano's eventual appearance'. Every piece of veneer is individually numbered to ensure that the same pattern runs through from piece to piece, and they are stuck on under pressure in a large, heated press.
As all the veneers are hand-picked in an essentially one-person operation, the company can supply virtually any type of finish to any model of piano - one Harrods customer recently ordered a special shade of walnut to match her living room furniture


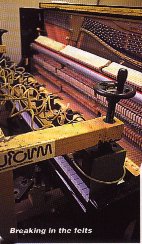
If the noise of tuning isn't bad enough,
the machine used to play in the piano is terrifying This device strikes every note of the piano over 1,500 times in a process which takes around 15 minutes per piano (in a soundproofed room, thankfully) and this is the best way to break in all the felt under the keys and the dampers, compressing the hammers to prepare for their final fine regulation.

All that's left to do is a quick final tune, then any transfers can be added, the innards are checked to make sure it's completely dust-free and the casework is given a final buffing. The piano is now completed
Keyboard Review would like to thank Roger Willson and all the factory staff at Wbelpdale, Maxwell & Codd for their hospitality.

Weber 150cm baby grand piano in mahogany polished

Aug Neidhardt Berlin
H 128
W 140
D 62

Grotrian-Steinweg 116cm "Carat" Traditional

Steinway model "B" 6' 11" Grand Piano Rosewood

Bechstein 116cm "Accent" traditional upright piano